Safety Valves
Our Valves are produced according to International ASTM ANSI Standards, ASTM API Standards, and ASTM DIN Standards in India.
Product description
To prevent the uncontrolled rise in pressure in pressure vessels or pressurized pipelines, a safety valve is inserted. The safety valve is designed so that it opens at given maximum pressure, thereby relieving the line or the container. Safety valves find their use in almost all areas of pressure vessel and pipeline construction. In cryogenics as a spring-loaded safety valve for example.
Ultimate safety is the aim of our development and production. This is especially when the safety of people is at stake. Because of this, we test the reliability of our products in especially extreme situations.
Characteristics
A Safety Valves is a Valves that acts as a fail-safe. An example of Safety Valves is a pressure relief valve, which automatically releases a substance from a boiler, pressure vessel, or another system when the pressure or temperature exceeds preset limits.
Spring Loaded Safety Valves with Lever
Characteristics: Fire safe design, High-Pressure Rating, Inspected, and Quality Tested.
Spring Loaded Safety Valves with Cap
Characteristics: Fire safe design, High-Pressure Rating, Inspected, and Quality Tested.

Specifications
Size: 1/2” X 1/2” to 2” X 2” | Screwed end, Butt Weld End
1 X 2” to 12” X 16” | Flanged End, Butt Weld End
Ratings: 150# X 150# to 2500# X 300#
Blow Down Pressure: 10% Less Than of The Set Pressure
Hydrostatic Test Pressure: 1.5 Times The Set Pressure
Overpressure: 10% Of The Set Pressure
Orifice Designation: As per API
Application: Air, Gas, Liquid
Materials: WCB, WC1, WC6, WC9, LCB, LCC, LC3, C5, C12, CF8, CF8M
Design
Design Standard: API 520
Performance Standard: API 526
Seat Tightness Test: API 527
Features
- Spring Loaded Safety Relief Valve
- Full Lift Pop Action Design and Open Bonnet with Lever
- Stellated Nozzle & Disc Seating Area
- Soft Seat with P.T.F.E., Peek & Viton
- Balance Bellows Type Safety Relief Valve







Advantages and applications
The most important benefits of utilizing Safety Valves are the full bore for the flow media, and 100% airtight shut off – even on solids such as granules, powders, pellets, chippings, fibers, slivers.
Safety Valves Application:
· Petrochemical.
· Refining
· Power.
· Pulp and Paper.
· Oil and Gas, Sugar.
· Hospitals.
· Colleges.
Safety Valve's Functions
Safety Valve’s Function:
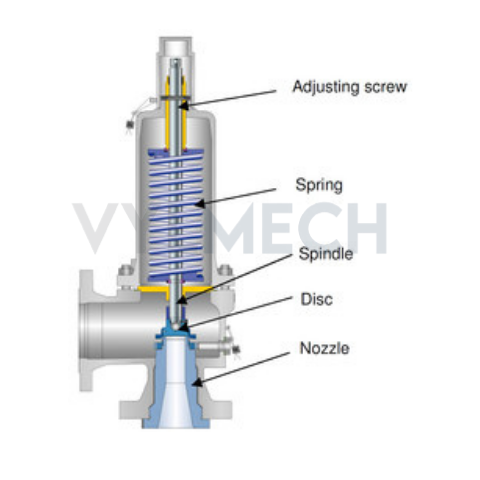
“Nozzle” inside the Safety Valves begins to obtain a higher pressure from the inlet side of the valve.
When the pressure becomes higher than the set pressure, “Disc” starts to lift and discharge the fluid.
When the pressure reduces until the set pressure, the force of the spring closes “Disc”.
Role of the spare parts.
Nozzle – Pressure Entrance
Disc – Lid
Spring – Pressure Controller
feel free to connect
We might work together and might start a trustworthy work relationship for a long time.



